
Uncategorized, 新闻-Tin Tức
Các lỗi thường gặp trong ép nhựa và cách khắc phục hiệu quả

Th9
Ép phun, một phiên bản cải tiến của đúc khuôn kim loại, là một trong những phương pháp tiết kiệm chi phí nhất để sản xuất hàng loạt các chi tiết nhiệt dẻo. Sự thành công của quy trình hiệu quả này phụ thuộc vào thiết kế khuôn. Ngay cả một lỗi nhỏ trong thiết kế ép phun cũng có thể dẫn đến hỏng hóc nghiêm trọng, khiến sản phẩm không thể sử dụng được.Các lỗi thường gặp trong ép nhựa và cách khắc phục hiệu quả.
Các lỗi thường gặp trong ép nhựa và cách khắc phục hiệu quả
Để hỗ trợ các nhà thiết kế và phát triển sản phẩm, hướng dẫn này nêu bật 15 lỗi thiết kế ép phun phổ biến, hậu quả tiềm ẩn của chúng và các chiến lược thực tế để giải quyết chúng sớm, trước khi chúng dẫn đến các lỗi tốn kém hoặc chậm trễ sản xuất.
1.Lỗi hình học khuôn ép phunCác lỗi thường gặp trong ép nhựa và cách khắc phục hiệu quả
Các đặc điểm vật lý là một trong những lĩnh vực cốt lõi mà lỗi ép phun dễ xảy ra hơn. Các nhà thiết kế sản phẩm, ngay cả những người có kinh nghiệm, cũng có thể mắc lỗi nếu họ không nhận thức được những hạn chế vốn có của quy trình. Cần tuân thủ các hướng dẫn thiết kế ép phun tiêu chuẩn cho các thực thể hình học để tránh việc thiết kế lại tốn kém.Các lỗi thường gặp trong ép nhựa và cách khắc phục hiệu quả.
Độ dày thành không đồng nhất hoặc không phù hợp
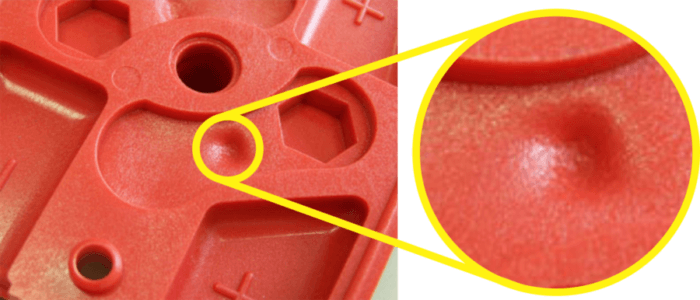
Độ dày thành ảnh hưởng trực tiếp đến dòng chảy vật liệu, tốc độ làm mát và tính toàn vẹn của cấu trúc. Khi độ dày thành thay đổi quá nhiều trong một chi tiết, điều này có thể gây ra tốc độ làm mát không đồng đều. Điều này dẫn đến các khuyết tật có thể nhìn thấy như vết lõm, nơi các vùng dày hơn nguội chậm hơn và co lại vào trong. Cong vênh là một hậu quả khác của sự khác biệt về tốc độ nguội.
Các lỗi thường gặp trong ép nhựa và cách khắc phục hiệu quả
Độ dày thành khuôn ép phunCác chuyên gia thiết kế khuyên bạn nên tạo độ dày thành khuôn đồng đều. Về độ dày thành khuôn tối thiểu, nên lựa chọn dựa trên đặc tính vật liệu. Bảng dưới đây liệt kê một số độ dày thành khuôn tối thiểu được khuyến nghị cho các vật liệu ép phun khác nhau để bạn có thể tránh các lỗi thiết kế liên quan đến thành khuôn cho dự án ép phun của mình.Các lỗi thường gặp trong ép nhựa và cách khắc phục hiệu quả.
Độ dày thành khuôn trung bình của vật liệu (mm)
Polycarbonate 2,41 mm
ABS 2,35 mm
Nylon 1,84 mm
Polyethylene 2,93 mm
Polypropylene 2,79 mm
Polyurethane 10,55 mm
Polystyrene 2,34 mm
Hơn nữa, không nên có sự thay đổi đột ngột về độ dày của các chi tiết. Lý tưởng nhất, các chi tiết mỏng hơn nên bằng khoảng 40 – 60% các chi tiết dày hơn.Các lỗi thường gặp trong ép nhựa và cách khắc phục hiệu quả.
Độ cong vênh không đủ
Độ cong vênh là độ côn nhẹ được áp dụng cho các thành thẳng đứng. Mục đích chính của nó là đẩy sản phẩm hoàn thiện ra khỏi khuôn một cách an toàn. Nếu độ cong không được duy trì, việc đẩy sản phẩm ra sẽ khó khăn và sản phẩm có thể bị hư hỏng trong quá trình đẩy.Các lỗi thường gặp trong ép nhựa và cách khắc phục hiệu quả.
Độ cong trong thiết kế ép phun
Thông lệ tiêu chuẩn trong ngành là tạo ra ít nhất 1 độ cong cho mỗi mặt cho mỗi inch (25,4 mm) chiều sâu khoang. Đối với bề mặt có kết cấu, thường khuyến nghị thêm 1,5 độ cong cho mỗi 0,001 inch (0,025 mm) chiều sâu khoang.Các lỗi thường gặp trong ép nhựa và cách khắc phục hiệu quả.
Sử dụng các góc nhọn
Nên tránh sử dụng các góc nhọn bất cứ khi nào có thể. Trong quá trình đúc, vật liệu nhựa chảy vào khoang dưới áp suất phun cao, và các góc nhọn làm gián đoạn dòng chảy này, dẫn đến điền đầy không đều và tạo ra các bẫy khí. Hơn nữa, các góc này là nguồn tập trung ứng suất và dễ bị nứt trong quá trình tháo khuôn. Về mặt sản xuất, việc đúc với các góc nhọn cũng rất khó khăn.Các lỗi thường gặp trong ép nhựa và cách khắc phục hiệu quả.
Giải pháp là sử dụng các góc bo tròn để phân phối đều ứng suất và cho phép nhựa chảy trơn tru qua khuôn. Đối với các góc bên trong, bán kính của góc bo tròn nên bằng khoảng 0,5 lần độ dày của thành khuôn liền kề. Đối với các góc bên ngoài, bán kính của góc bo tròn nên bằng khoảng 1,5 lần độ dày của thành khuôn.Các lỗi thường gặp trong ép nhựa và cách khắc phục hiệu quả.

Các lỗi thường gặp trong ép nhựa và cách khắc phục hiệu quả
Trong ngành ép phun nhựa, chất lượng sản phẩm luôn là yếu tố hàng đầu quyết định sự thành công của một doanh nghiệp. Tuy nhiên, trong quá trình sản xuất, rất nhiều vấn đề có thể phát sinh, ảnh hưởng đến chất lượng và hiệu quả sản xuất. Từ nứt, biến dạng đến bề mặt không đồng đều và độ bền kém, những vấn đề này làm giảm giá trị sản phẩm và có thể dẫn đến chi phí phát sinh đáng kể. Trong bài viết này, Khuôn mẫu Hà Nội sẽ phân tích 8 sai lầm phổ biến nhất mà các nhà sản xuất gặp phải trong quy trình ép phun nhựa, cùng với nguyên nhân và giải pháp hiệu quả. Việc nắm rõ những thông tin này sẽ giúp doanh nghiệp nâng cao chất lượng sản phẩm và tăng khả năng cạnh tranh trên thị trường.
Nếu bạn quan tâm đến khuôn ép phun và có nhu cầu sản xuất các sản phẩm nhựa số lượng lớn, đừng ngần ngại liên hệ với Khuôn mẫu Hà Nội hoặc gọi đến hotline 0912 308 979 để được tư vấn!
2. Nứt khuôn ép nhựa.Các lỗi thường gặp trong ép nhựa và cách khắc phục hiệu quả
Nguyên nhân:
Thiết kế sản phẩm không đúng cách có thể dẫn đến ứng suất không đều, gây nứt.
Làm nguội không đều: Nếu các chi tiết sản phẩm nguội không đều, có thể dẫn đến biến dạng.
Sử dụng vật liệu kém chất lượng: Vật liệu kém chất lượng có thể làm giảm độ bền của sản phẩm.
Giải pháp:
Kiểm tra thiết kế sản phẩm: Sử dụng phần mềm mô phỏng để đánh giá ứng suất trong thiết kế, chẳng hạn như Autodesk Fusion 360, ANSYS hoặc COMSOL Multiphysics.
Điều chỉnh nhiệt độ làm mát: Thiết lập quy trình làm mát đồng đều và cân nhắc sử dụng thiết bị làm mát để kiểm soát nhiệt độ.
Chọn vật liệu tiêu chuẩn: Đảm bảo vật liệu đầu vào được kiểm tra chất lượng nghiêm ngặt.
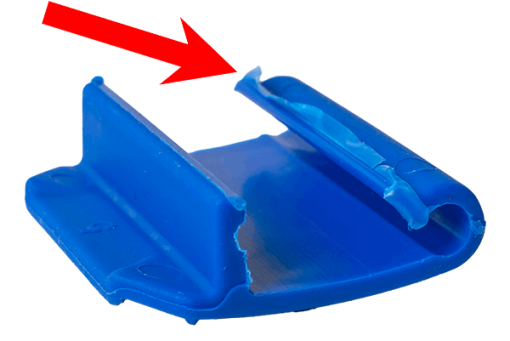
Dòng chảy nhựa (flash)
Nguyên nhân:
Vật liệu thừa: Vật liệu thừa thoát ra khỏi lòng khuôn trong quá trình ép phun, dẫn đến các vết lồi nhỏ hoặc các cạnh mỏng ở các cạnh của sản phẩm.
Các vấn đề khác: Các vấn đề như áp suất phun quá cao, khuôn ép phun bị mòn, lực kẹp không chính xác hoặc căn chỉnh khuôn không đúng cách.
Giải pháp:
Điều chỉnh áp suất phun: Giảm áp suất phun.
Bảo dưỡng khuôn: Thường xuyên bảo dưỡng khuôn ép phun và đảm bảo lực kẹp và căn chỉnh khuôn phù hợp.
Hậu xử lý: Cắt hoặc chà nhám sản phẩm để loại bỏ vật liệu thừa, giúp sản phẩm đẹp hơn về mặt thẩm mỹ.Các lỗi thường gặp trong ép nhựa và cách khắc phục hiệu quả.
Bề mặt không bằng phẳng
Nguyên nhân:
Lỗi trong quá trình phun: Điều này có thể xảy ra do cài đặt máy ép phun không chính xác.
Áp suất phun không đủ: Nếu áp suất phun quá thấp, nhựa có thể không lấp đầy khuôn.
Dung môi còn sót lại: Sự bay hơi không hoàn toàn của dung môi có thể ảnh hưởng đến bề mặt sản phẩm.
Giải pháp:
Điều chỉnh áp suất phun: Xem lại và điều chỉnh cài đặt áp suất phun để đảm bảo nhựa lấp đầy khuôn.
Kiểm tra vật liệu: Đảm bảo vật liệu sạch và không có tạp chất trước khi sử dụng.Các lỗi thường gặp trong ép nhựa và cách khắc phục hiệu quả.
Co ngót không đều
Nguyên nhân:
Chênh lệch nhiệt độ: Nhiệt độ làm nguội không đều có thể dẫn đến co ngót không đều.
Độ ẩm trong môi trường sản xuất: Độ ẩm quá cao hoặc quá thấp cũng có thể ảnh hưởng đến sản phẩm.
Giải pháp:
Kiểm soát nhiệt độ và độ ẩm: Sử dụng thiết bị đo để theo dõi và điều chỉnh nhiệt độ và độ ẩm trong khu vực sản xuất.
Đảm bảo làm mát đồng đều: Sử dụng quạt hoặc hệ thống làm mát để duy trì nhiệt độ ổn định.
Phồng rộp hoặc bong bóng khí trong quá trình ép phun nhựa
Nguyên nhân:
Không khí bị kẹt: Không khí có thể bị kẹt trong quá trình ép phun.
Nhiệt độ quá thấp: Nếu nhiệt độ quá thấp, nhựa có thể không chảy đều vào khuôn.
Giải pháp:
Đảm bảo gia nhiệt vật liệu đúng cách: Kiểm tra nhiệt độ của nhựa trước khi ép phun để đảm bảo nhiệt độ ở mức tối ưu.
Kiểm soát áp suất phun: Tăng áp suất phun để đẩy không khí ra ngoài và đảm bảo nhựa lấp đầy khuôn.
Các lỗi thường gặp trong ép nhựa và cách khắc phục hiệu quả
Biến dạng sản phẩm.Các lỗi thường gặp trong ép nhựa và cách khắc phục hiệu quả
Nguyên nhân:
Làm nguội quá nhanh: Nếu sản phẩm nguội quá nhanh, sản phẩm có thể bị biến dạng hoặc cong vênh.
Thiết kế khuôn không phù hợp: Khuôn được thiết kế kém có thể khiến sản phẩm mất đi hình dạng ban đầu.
Giải pháp:
Điều chỉnh quá trình làm nguội: Thiết lập quy trình làm nguội chậm để tránh co ngót đột ngột.
Kiểm soát nhiệt độ khuôn: Sử dụng các thiết bị kiểm soát nhiệt độ để duy trì nhiệt độ ổn định trong khuôn.
Co ngót không đều
Nguyên nhân:
Chênh lệch nhiệt độ: Nhiệt độ làm nguội không đều có thể dẫn đến co ngót không đều.
Độ ẩm trong môi trường sản xuất: Độ ẩm quá cao hoặc quá thấp cũng có thể ảnh hưởng đến sản phẩm.
Giải pháp:
Kiểm soát nhiệt độ và độ ẩm: Sử dụng thiết bị đo để theo dõi và điều chỉnh nhiệt độ và độ ẩm trong khu vực sản xuất.
Đảm bảo làm mát đồng đều: Sử dụng quạt hoặc hệ thống làm mát để duy trì nhiệt độ ổn định.
Các lỗi thường gặp trong ép nhựa và cách khắc phục hiệu quả
Phồng rộp hoặc bong bóng khí trong quá trình ép phun nhựa
Nguyên nhân:
Không khí bị kẹt: Không khí có thể bị kẹt trong quá trình ép phun.
Nhiệt độ quá thấp: Nếu nhiệt độ quá thấp, nhựa có thể không chảy đều vào khuôn.
Giải pháp:
Đảm bảo gia nhiệt vật liệu đúng cách: Kiểm tra nhiệt độ của nhựa trước khi ép phun để đảm bảo nhiệt độ ở mức tối ưu.
Kiểm soát áp suất phun: Tăng áp suất phun để đẩy không khí ra ngoài và đảm bảo nhựa lấp đầy khuôn.Các lỗi thường gặp trong ép nhựa và cách khắc phục hiệu quả.
Biến dạng sản phẩm
Nguyên nhân:
Làm nguội quá nhanh: Nếu sản phẩm nguội quá nhanh, sản phẩm có thể bị biến dạng hoặc cong vênh.
Thiết kế khuôn không phù hợp: Khuôn được thiết kế kém có thể khiến sản phẩm mất đi hình dạng ban đầu.
Giải pháp:
Điều chỉnh quá trình làm nguội: Thiết lập quy trình làm nguội chậm để tránh co ngót đột ngột.Các lỗi thường gặp trong ép nhựa và cách khắc phục hiệu quả.
Kiểm soát nhiệt độ khuôn: Sử dụng các thiết bị kiểm soát nhiệt độ để duy trì nhiệt độ ổn định trong khuôn.
3.Kết luận.Các lỗi thường gặp trong ép nhựa và cách khắc phục hiệu quả
Việc phát hiện và khắc phục kịp thời các vấn đề trong sản phẩm ép phun nhựa là rất quan trọng để nâng cao chất lượng sản phẩm và hiệu quả sản xuất. Bằng cách thực hiện các biện pháp khắc phục nêu trên, doanh nghiệp có thể cải thiện quy trình sản xuất và đáp ứng tốt hơn nhu cầu thị trường. Nếu cần thêm thông tin hoặc hỗ trợ về quy trình ép phun, vui lòng liên hệ với chúng tôi để được tư vấn chi tiết!Các lỗi thường gặp trong ép nhựa và cách khắc phục hiệu quả.



